请选择语言版本 

高频感应加热电源原理说明及高频高压电容器的解决方案
由于交变电流在导体中流动时存在着趋肤效应,即,随着电流的频率升高,电流会趋向于导体的表层流过。因此,这五种感应加热方式便有了不 同的特性.
特性比较:
1) 低频感应加热方式
频率最低,频率范围:工频(50HZ)至1KHZ 左右,常用的频率多为工频。相对加热深度最深,加热厚度最大,约10-20mm;。主要用于对大工 件的整体加热、退火、回火和表面淬火等。
2) 中频感应加热方式
频率范围:一般1KHZ至20KHZ左右,典型值是8KHZ左右。加热深度、厚度约3-10mm。多用于较大工件,大直径轴类,大直径厚壁管材,大模 数齿轮等工件的加热、退火、回火、调质和表面淬火及较小直径的棒材红冲、煅压等。
3) 超音频感应加热方式
频率范围:一般20KHZ至40KHZ左右(因为音频频率为20HZ至20KHZ,所以称它为超音频)。加热深度、厚度,约2-3mm。多用于中等直径的 工件深层加热、退火、回火、调质,较大直径的薄壁管材加热、焊接、热装配,中等齿轮淬火等。
4) 高频感应加热方式
频率范围:一般40KHZ至200KHZ左右,常用40KHZ至80KHZ。加热深度、厚度,约1-2mm。多用于小型工件的深层加热、红冲、煅压、退火、 回火、调质,表面淬火,中等直径的管材加热和焊接、热装配,小齿轮淬火等。
5) 超高频感应加热方式
频率相对最高,频率范围:一般200KHZ以上,可高达几十MHZ。加热深度、厚度最小,约0.1-1mm。多用于局部的极小部位或极细的棒材淬 火、焊接,小型工件的表面淬火等。
感应式加热的主要优点和缺点:
1)对工件无需整体加热,可有选择性地进行局部加热,因而电能消耗少,工件变形小。
2)加热速度快,可使工件在极短的时间内达到所需温度,甚至1秒以内。从而使工件的表面氧化和脱碳都较轻,大多数工件都无须气体保护。
3)可根据需要通过调整设备的工作频率和功率,对表面淬硬层进行调控。从而使淬硬层的马氏体组织较细,硬度、强度和韧性都比较高。
4)经感应加热方式热处理后的工件,表面硬层下有较厚的韧性区域,具有较好的压缩内应力,使工件的抗疲劳和破断能力都更高。
5)加热设备便于安装在生产线上,易于实现机械化和自动化,便于管理,可有效地减少运输,节约人力,提高生产效率。
6)一机多用。即可完成淬火、退火、回火、正火、调质等热处理工艺,又可完成焊接、熔炼、热装配、热拆卸及透热成形等工作。
7)使用方便、操作简单、可随时开启或停止。且无须预热。
8)即可手动操作,也可半自动和全自动操作;即可长时间地连继工作,亦可即用即停随机使用。有利于设备在供电低谷电价优惠期的使用。
9)电能利用率高,环保节能,安全可靠,工人工作条件好,国家提倡。等等.
虽然,它也存在着一些缺点。例如,设备比较复杂,一次投入的成本相对较高,感应部件(感应圈)互换性和适应性较差,不宜于在一些形状 复杂的工件上应用等。但它的综合指标好,优点明显多于缺点。所以,感应式加热是目前金属加工的一种主要工艺。是取代煤炭加热、油料加 热、燃气加热,以及电炉加热、电烘箱加热等加热方式的理想选择。
感应加热设备的选择
如何选择、选用感应加热设备呢?主要要从几个方面考虑:
1) 被加热的工件形状和尺寸
工件大、棒料、实材,应选用相对功率大,频率低的感应加热设备;工件小、管材、板材、齿轮等,则选用相对功率小,频率高的感应加热设 备。
2) 需要加热的深度和面积
加热深度深,面积大,整体加热,应选用功率大,频率低的感应加热设备;加热深度浅,面积小,局部加热,选用相对功率小,频率高的感应加 热设备。
3) 所需的加热速度
需要的加热速度快,应选用功率相对较大,频率相对较高的感应加热设备。
4)设备的连继工作时间
连续工作时间长,相对选用功率略大的感应加热设备。
5)感应部件与设备的连线距离
连线长,甚至需要使用水冷电缆连接,应相对选用功率较大的感应加热设备。
6)工艺要求
一般来说,淬火、焊接等工艺,相对可以功率选小一些,频率选高一些;退火、回火等工艺,相对功率选大一些,频率选低一些;红冲、热煅、 熔炼等,需要透热效果好的工艺,则功率应选得更大,频率选得更低。
7)工件的材料
金属材料中熔点高的相对选用功率大一些,熔点低的相对选用功率小一些;电阻率小的选用功率大一些,电阻率大的选用功率小一些。等等。
以上这些基本知识,必须综合分析和应用,才能用的好,用的巧,用的自如。这不但是每个感应加热设备的专业技术人员必须掌握的,也需要 使用者、欲用者尽量了解和掌握的。
产品应用说明感应加热具有如下一些特点:
1.加热温度高,而且是非接触式加热;
2.加热效率高,可以节能;
3.加热速度快,被加热物的表面氧化少;
4.温度容易控制,可以局部加热且加热均匀,产品质量稳定;
5.容易实现自动控制,使用方便;
6.作业环境好,几乎没有热、噪声和灰尘;
7.作业占地少,生产效率高。
在应用领域方面,感应加热已广泛应用于金属熔炼、透热、热处理和焊接等过程,服务于冶金、国防、
机械加工等部门及铸、锻和船舶、飞机、汽车制造等行业中。此外,感应加热也已进入到人们的家庭生活中,
例如微波炉、电磁炉、热水器等。
DAWNCAP薄膜电容器:电磁感应、感应加热电源行业应用 !
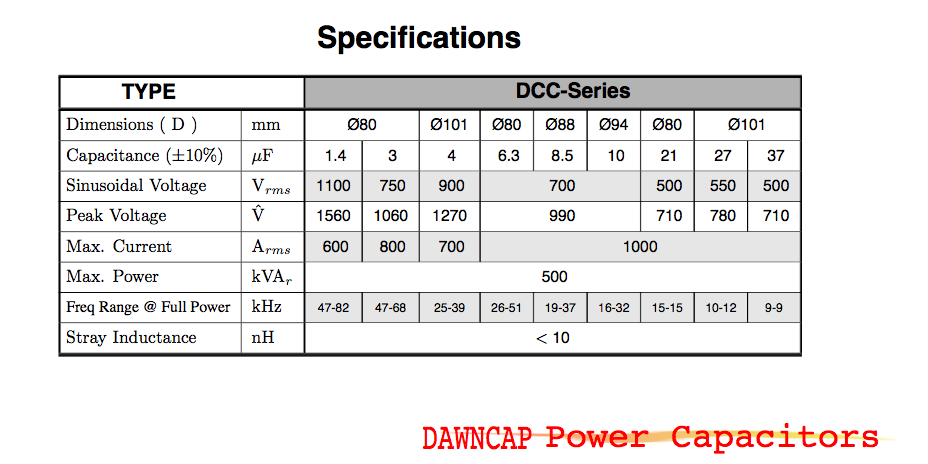
 产品介绍 DCC
产品介绍 DCC
(替代以色列 CELEM C500T系列)
频率高,体积小,电流大,低杂散电感,广泛应用于大功率高频、音频感应加热设备,作输出变压器初级、次级LC 并联谐振用。
采用水电分离的散热结构,安全、可靠、稳定。
Copyrignt © 2019深圳市天杰机电有限公司 All rights reserved 后台管理 ![]() QQ:363258231
QQ:363258231
备案号:粤ICP备19072023-1号 产品中心联系电话:0755-28095986 天明伟业